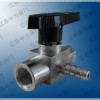
产品名称: 304焊接高压手动针型阀
产品型号: J61Y
产品口径:DN3-DN25mm
产品压力: 1.6mpa-16.0mpa
产品材质:不锈钢、碳钢、合金钢
厂家简介: 江苏中力阀门有限公司是一家能后掌握核心的流体控制技术,提供市场领先产品、服务和解决方案的厂家,帮助用户提高效率,拥有更好的选择!
适用介质:o2、n2、ar、ng、c2h4等
适用温度:-40~+80℃
连接方式:承插焊
适用介质:o2、n2、ar、ng、c2h4等
适用温度:-40~+80℃
连接方式:承插焊
介质流向:由阀顶下面向上流
主要零部件材料:a.阀体、阀盖、阀杆:不锈钢b.阀瓣:不锈钢c.填料:ptfe
304焊接高压手动针型阀选型:
在工业阀门采用中特别值得注意的一个现象是阀门选择的特殊性,304焊接高压手动针型阀因涉及到工况中的各种不同的参数,选择满足工艺要求以及性价比的阀门需要拥有丰富经验的技术人员。中力的技术部门真诚为客户出谋划策、排忧解难、提供专业的技术应用服务。
304焊接高压手动针型阀订购:
304焊接高压手动针型阀订购:
1、您如果对产品有特殊要求,须在订货合同中提供以下说明:
a结构长度;b连接形式;c公称直径、全通径、缩径、管道尺寸;d运用介质及温度、压力范围;e试验、检验标准及其他要求。
2、本公司可根据客户特定要求配置各类驱动装置。
3、如由客户提供确定的阀门类型和型号时,客户应正确说明其型号的含义和要求,在供需双方理解一致的条件下签订合同。
4、期货、订货的客户请先来电函详细告诉所需的阀门型号、规格、数量以及交货时间、地点、厂信息,开票资料,收货地址。并先按总额的30% 预定金或全额货款及时汇入我公司账户,其余货款待发货前汇入,以便及时安排发货。
304焊接高压手动针型阀产品优势:
a) 提供阀门全套图纸与生产工艺;
b) 304焊接高压手动针型阀的密封材料采用的是ptfe(聚四氟氯乙烯)/fctfe(聚三氟氯乙烯)材料,材料分子量分布集中,耐低温性强,具有在低温条件下收缩率小,在长期挤压后有良好的恢复能力;
3、产品的质量、价格和售后服务的技术成熟性方面具有较大的优势。并且,在设备制造和加工工艺、质量控制等方面都取得了非常丰富的经验。可以保证我们公司的产品设计合理、质量稳定、使用安全可靠。
压力检验与气密性试验
4、出厂前每只阀门必须经过压力检验与气密性试验,根据国标试压的时候必须高于设计压力的1.5倍。气密性试验:使用的介质为氦气,因为氦气的穿透力比其他气体强。
a) 提供阀门全套图纸与生产工艺;
b) 304焊接高压手动针型阀的密封材料采用的是ptfe(聚四氟氯乙烯)/fctfe(聚三氟氯乙烯)材料,材料分子量分布集中,耐低温性强,具有在低温条件下收缩率小,在长期挤压后有良好的恢复能力;
3、产品的质量、价格和售后服务的技术成熟性方面具有较大的优势。并且,在设备制造和加工工艺、质量控制等方面都取得了非常丰富的经验。可以保证我们公司的产品设计合理、质量稳定、使用安全可靠。
压力检验与气密性试验
4、出厂前每只阀门必须经过压力检验与气密性试验,根据国标试压的时候必须高于设计压力的1.5倍。气密性试验:使用的介质为氦气,因为氦气的穿透力比其他气体强。
清洗
产品在进行精加工后、零部件、成品出厂前全部采用全自动超声波清洗,分清洗、漂洗、蒸浴烘干三个阶段。
304焊接高压手动针型阀阀门的表面处理:
1、阀门的外表面进行喷砂处理,所喷介质为玻璃砂,可防止阀门外表面结霜后产生锈斑。
手轮
2、通过波浪形外观设计并取得国家专利,使得手轮整体看上去更美观,使用时手感更好。在保证关闭的基础上又不至于因关闭力距过大导致对阀门密封垫片的性能产生损伤。
3、我公司对其所供产品提供终身技术咨询和售后服务。
304焊接高压手动针型阀检验能力:
A。检验部门严格按照下列程序进行检验:
1、监督操作者按工艺文件规定的顺序和要求进行操作。
2、进行工序检测,做好检测记录。
3、对不合格情况及时反馈、做出处理。
4、汇总检验资料,出具质量证明书、竣工图。
5、联络监督员检验。
产品在进行精加工后、零部件、成品出厂前全部采用全自动超声波清洗,分清洗、漂洗、蒸浴烘干三个阶段。
304焊接高压手动针型阀阀门的表面处理:
1、阀门的外表面进行喷砂处理,所喷介质为玻璃砂,可防止阀门外表面结霜后产生锈斑。
手轮
2、通过波浪形外观设计并取得国家专利,使得手轮整体看上去更美观,使用时手感更好。在保证关闭的基础上又不至于因关闭力距过大导致对阀门密封垫片的性能产生损伤。
3、我公司对其所供产品提供终身技术咨询和售后服务。
304焊接高压手动针型阀检验能力:
A。检验部门严格按照下列程序进行检验:
1、监督操作者按工艺文件规定的顺序和要求进行操作。
2、进行工序检测,做好检测记录。
3、对不合格情况及时反馈、做出处理。
4、汇总检验资料,出具质量证明书、竣工图。
5、联络监督员检验。
B、检验工作要点
1、检验技术准备:
2、熟悉图样、工艺技术文件及相关标准。3、制订专用检验规程(必要时)。
4、准备工具、卡具、量具、制作必要的样板。
C、下料检验:
1、确认检验标记、材料入库号、零件号等是否完整、清晰,标记内容、位置是否正确。
2、检查下料尺寸是否符合图样、工艺要求。
3、是否完成了工艺规定的全部作业任务(如去毛刺,打磨等),质量是否符合要求。
4、填写工艺过程卡及检验记录。
D、制造过程检验:
1、凡工艺文件中列为检验点(i)、见证点(w)、停止点(h)的工序,操作者在完成后先自检,自检合格后签字,然后交检验员检验。
2、检验员对照标准与工艺要求进行检测并记录检测结果,合格者打上确认标记(见证点)或签字认可;对停止点(h)按《质量控制点及停止点的管理制度》确认后,才能转下道工序。
3、操作者若发现上道工序不合格或检验员发现本工序不合格,不得转下 道工序,必须责成操作者作修复处理,由检验员进行复验。
4、产品试板:产品试板必须按gbj50236《现场设备、工业管道焊接工程施工及验收规范》执行。射线探伤合格后,焊检员开出试板加工委托单进行取样加工,按有关标准做力学性能理化试验,试验合格才能转入下道工序,试板试验报告由检验质控负责人审、总工批准,之后随产品资料一起交检验科汇总归档。
5、无损检测工序按《无损检测管理制度》规定检验。
6、产品耐压试验及气密性试验按《压力容器耐压试验管理制度》的要求进行。
7、原材料检验按《钢材管理制度》进行。
8、焊接检验按《产品施焊与检验管理制度》的规定执行。
9、耐压试验:
10、最终检验:
按工艺要求检查除锈、油漆、防腐、铭牌;
检查出厂资料是否完整;
检查装箱零部件及附件是否与装箱单一致;
检查包装是否符合设计要求。
1、检验技术准备:
2、熟悉图样、工艺技术文件及相关标准。3、制订专用检验规程(必要时)。
4、准备工具、卡具、量具、制作必要的样板。
C、下料检验:
1、确认检验标记、材料入库号、零件号等是否完整、清晰,标记内容、位置是否正确。
2、检查下料尺寸是否符合图样、工艺要求。
3、是否完成了工艺规定的全部作业任务(如去毛刺,打磨等),质量是否符合要求。
4、填写工艺过程卡及检验记录。
D、制造过程检验:
1、凡工艺文件中列为检验点(i)、见证点(w)、停止点(h)的工序,操作者在完成后先自检,自检合格后签字,然后交检验员检验。
2、检验员对照标准与工艺要求进行检测并记录检测结果,合格者打上确认标记(见证点)或签字认可;对停止点(h)按《质量控制点及停止点的管理制度》确认后,才能转下道工序。
3、操作者若发现上道工序不合格或检验员发现本工序不合格,不得转下 道工序,必须责成操作者作修复处理,由检验员进行复验。
4、产品试板:产品试板必须按gbj50236《现场设备、工业管道焊接工程施工及验收规范》执行。射线探伤合格后,焊检员开出试板加工委托单进行取样加工,按有关标准做力学性能理化试验,试验合格才能转入下道工序,试板试验报告由检验质控负责人审、总工批准,之后随产品资料一起交检验科汇总归档。
5、无损检测工序按《无损检测管理制度》规定检验。
6、产品耐压试验及气密性试验按《压力容器耐压试验管理制度》的要求进行。
7、原材料检验按《钢材管理制度》进行。
8、焊接检验按《产品施焊与检验管理制度》的规定执行。
9、耐压试验:
10、最终检验:
按工艺要求检查除锈、油漆、防腐、铭牌;
检查出厂资料是否完整;
检查装箱零部件及附件是否与装箱单一致;
检查包装是否符合设计要求。