




熔体泵主要用于高温高粘度聚合物熔体的输送、增压、计量。国外广泛应用于塑料、树脂、橡胶制品的挤出成型。如:造粒、薄膜、管材、板材、片材等行业。随着机械工业的日益发展,熔体泵在国内市场也逐渐地被行业人士所采纳、应用。
ZB系列高温熔体泵可运用于塑料挤出行业,用来稳定压力,提高挤出产量和制品的质量.
技术前沿:
熔体泵主要功能是将来自挤出机的高温塑料熔体增压、稳压后流量稳定地送入挤出机头。其稳定熔料压力、流量的能力优于各种类型的挤出机。将它与单螺杆或同向双螺杆挤出机串联使用时,就使整条生产线的效益显著增加。应用熔体泵的主要好处是:
1.将挤出制品的尺寸公差降至最小,使单位重量的物料制出更多的产品。在挤出制品的尺寸公差要求严格或制品的原料成本较昂贵时,使用熔体泵更为必要,更有价值。
2.将同向双螺杆挤出机与熔体泵组合成混炼挤出造粒生产线,其混炼质量和产量比单独的双螺杆造粒机组大幅提高。加工每公斤物料的能耗一般可降低百分之二十五左右。
3. 在原来是单螺杆或同向双螺杆造粒挤出机上加装熔体泵和管、板、膜等挤出机头,可省掉造粒工序直接挤出制品。这种系统非常适合挤出制品的材料需要经过共混改性的场合。该系统除具有上述第2条优点外,还通过简化挤出制品的生产工艺过程,缩短生产周期来实现节能。
4. 可以实现用多台中小型挤出机同时向一台熔体泵供料,熔料经熔体泵增压计量后供给机头挤出大型制品(大口径管材、宽幅板、膜等)。这种配置的生产线结构紧凑,占地面积小;挤出制品的截面尺寸更精确且控制容易。
5.在单螺杆排气挤出机上配置熔体泵,可使该系统的操作自如,性能优异。在高机头压力和高产量下,挤出量可随意调节而决无冒料情况出现。
在挤出生产线中因增配熔体泵系统而投入成本,这与从上述诸多好处中所获得的效益二者相抵,一般在半年或更少的时间内即可收回投资。熔体泵辅助塑料挤出在工业发达国家已日益广泛,而国内因塑料工业发展水平所限,过去应用较少。随着国内塑料加工企业间日亦激烈的竞争,人们将不得不对挤出制品的高品质高精度要求;对挤出过程的节材节能要求以及对加工设备的高产率低能耗要求给予更多的关注。尽快采用熔体泵技术是满足这方面要求的有效作法和明智之举。
所有齿轮和配合面都经过精磨、并严格控制装配间隙来获得精确的流量。齿轮和泵体根据不同的工况ZB-B系列采用铬镍合金钢、高温工具钢材料;ZB-H系列采用进口CPM工具钢或钛钽合金材料,整体淬火,硬度HRC62-68,耐磨性好。
1. ZB-B系列:工作温度:≤400 ℃(750℉),清洗温度:≤450 ℃(850℉),出口压力≤40MPa(6,000psi)黏度:≤4000Pa.s(4,000,000cp)
2. ZB-H 系列:工作温度:510℃(950℉) 清洗温度:≤590 ℃(1100℉),出口压力≤70MPa (10,000psi)最大压差:50 MPa(7,000psi) 黏度:≤2000Pa.s(2,000,000cp)
3. 密封: 一般采用螺旋密封和填料密封,也可根据客户要求采用其他机械密封形式。
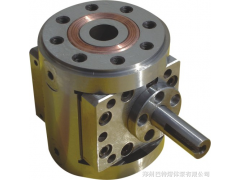
4. 驱动: 电机+减速机+万向联轴器+泵体,电机采用变频调速,可以随意调至所需流 量,也可按客户要求采用直流调速和伺服驱动的形式。
5. 加热:熔体泵采用电加棒加热或热媒加热,可以精确控制熔体温度。
优点
将熔体泵与单螺杆或双螺杆挤出机串联使用时,能使整条生产线的效益显著增加。应用熔体泵的主要好处是:
1. 稳定输出压力——-能有效的降低挤出机参数引起的物料输出不稳定及压力脉动。
2. 提高产品质量——-将挤出制品的尺寸公差降至最小,减少废料和废品率。普通挤出机也能生产出高精度 产品。
3. 提高挤出产量——-降低了对螺杆的压力要求,由原来的螺杆向模头建压,改为熔体泵向模头建压,螺杆可以高速高效的挤出,且可以调节挤出机背压,减少熔体在螺筒内驻留时间,稳定塑化过程,降低熔融温度,提高制品产量和质量。
4. 降低单位能耗——-有数据表明将同向双螺杆造粒挤出机与熔体泵组合,其混炼质量和产量比单独的双螺杆造粒机组大幅提高。加工每公斤物料的能耗一般可降低四分之一左右。
5.延长整积寿命——-使用熔体泵后挤出机螺筒内压力降低,能大大降低螺杆和螺筒之间的磨损,减轻齿轮箱推力轴承的负荷,延长挤出机寿命。挤出机在生产工艺中需要排气的冒料问题也可迎刃而解。