安装准备完成后,就可按一定顺序实施安装,完成静止部件在端盖内的安装和旋转部件在轴上的安装,最后完成
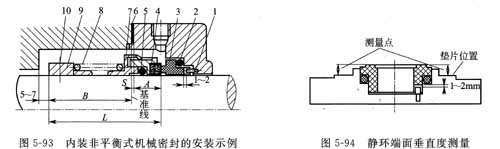
化工泵密封的总体组合安装。以图5-93所示的
离心泵用单端面内装非平衡式机械密封为例,其安装顺序如下。
1-防转销;2-静环辅助密封圈;3-静环;4-动环;5-动环辅助密封圈;6-密封端盖垫片;7-推环;8-弹簧;9-弹簧座;10-紧定螺钉 a.静止部件的安装。将防转销1插入密封端盖相应的孔内,再将静环辅助密封圈2从静环3尾部套人,如采用V形圈,注意其安装方向,如是O形圈,则不要滚动。然后,使静环背面的防转销槽对准防转销装入密封端盖内。防转销的高度要合适,应与静环保留1~2 mm的间隙,不要顶上静环。最后,测量出静环端面到密封端盖端面的距离A。 静环装到端盖中去以后,还要检查密封端面与端盖中心线的垂直度及密封端面的平面度。对输送液态烃类介质的
泵,垂直度误差不大于0.02 mm,油类等介质可控制在0.04 mm以内。检查方法是用深度尺(精度0.02 mm)测量密封端面与端盖端面的高度,沿圆周方向对称测量4点,其差值应在上述范围内,如图5-94所示。
用光学平晶检查密封端面的平面度时,如发现变形,则用与之配对的动环研磨,注意此时不放任何研磨剂,保持清洁,直到沿圆周均匀接触为止,清洗干净待装。也可直接用光学平晶检查装配后的静环端面。 b.确定弹簧座在轴上的安装位置。确定弹簧座的安装位置,应在调整定好转轴与密封腔壳体的相对位置的基础上进行。首先在沿密封腔端面的泵轴上正确地划一条基准线。然后,根据密封总装图上标记的密封工作长度,由弹簧座的定位尺寸调整弹簧的压缩量至设计规定值。 c.旋转部件的组装。将弹簧8两端分别套在弹簧座9和推环7上,并使磨平的弹簧两端部与弹簧座和推环上的平面靠紧。再将动环辅助密封圈5装入动环4中,并与推环组合成一体,然后将组装好的旋转部件套在轴(或轴套)上,使弹簧座背端面对准规定的位置,分几次均匀地拧紧紧定螺钉10,用手向后压迫动环,看是否能轴向浮动。 d.将安装好静止部件的密封端盖安装到密封腔体上,将端盖均匀压紧,不得装偏。用塞尺检查端盖和密封腔端面的间隙,其误差不大于0.04mm。检查端盖和静环对轴的径向间隙,沿圆周各点的误差不大于0.1 mm。