1、泵轴
轴是多级泵的重要部件,它不仅支承着转子上的所有零部件,而且还承担着传递扭矩的作用。
(1)泵轴的检查与更换
多级泵解体后,对轴的表面应先进行外观检查,通常是用细砂布将轴略微打光,检查是否有被水冲刷的沟痕、两轴颈的表面是否有擦伤及碰痕。若发现轴的表面有冲蚀,则应做专门的修复。在检查中若发现下列情况,则应更换为新轴:
1) 轴表面有被高速水流冲刷而出现的较深的沟痕,特别是在键槽处。
2) 轴弯曲很大,经多次直轴后运行中仍发生弯曲者。
(2)轴弯曲的测量方法及校正
1) 将泵轴放在专用的滚动台架上,也可使用车床或V形铁为支承来进行检查。
2) 在泵轴的对轮侧端面上做好八等分的永久标记,一般以键槽处为起点,如图所示。在所有检修档案中的轴弯曲记录,都应与所做的标记相一致。
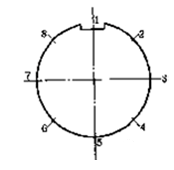
泵轴对轮侧端面记号
3) 开始测量轴弯曲时,应将轴始终靠向一端而不能来回窜动(但轴的两端不能受力),以保证测量的精确度。
4) 对各断面的记录数值应测2~3 次,每一点的读数误差应保证在0.005mm以内。测量过程中,每次转动的角度应一致,盘转方向也应保持一致。在装好百分表后盘动转子时,一般自第二点开始记录,并且在盘转一圈后第二点的数值应与原数相同。
5) 测量的位置应选在无键槽的地方,测量断面一般选10~15 个即可。在进行测量的位置应打磨、清理光滑,确保无毛刺、凹凸和污垢等缺陷。
6) 泵轴上任意断面中,相对180°的两点测量读数差的最大值称为该端面的“跳动”或“晃度”,轴弯曲即等于晃度值的一半。每个断面的晃度要用箭头表示出,根据箭头的方向是否一致来判定泵轴的弯曲是否在同一个纵剖面内。
7) 测量完成后,根据每个断面的弯曲值找出最大弯曲断面,然后可用百分表进一步测量确定出泵轴的最大弯曲断面(此断面不一定恰好是刚才的测量断面),并往复盘转泵轴,找到此断面最凸、最凹点并做好记录和标记。
8) 检查泵轴最大弯曲不得超过0.04mm,否则应采用“捻打法”或“内应力松弛法”进行直轴,而“局部加热直轴法”则尽量不要采用。具体的直轴操作详见后面的有关内容。
2、叶轮
(1)叶轮及其密封环的检修
在水泵解体后,检查叶轮密封环的磨损程度,若在允许范围内,可在车床上用专门胎具胀住叶轮内孔来车修磨损部位,修正后要保持原有的同心度和表面粗糙度。
最后,配制相应的密封环和导叶衬套,以保持原有的密封间隙。叶轮密封环经车修后,为防止加工过程中胎具位移而造成同心度偏差,应用专门胎具进行检查,如图所示。
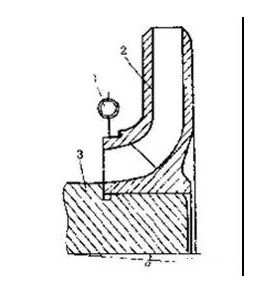
检查叶轮密封环同心度
1-百分表;2-叶轮;3-专用胎具
具体的步骤为:
用一带轴肩的光轴插入叶轮内孔,光轴固定在钳台上并仰起角度α,确保叶轮吸入侧轮毂始终与胎具轴肩相接触并缓缓转动叶轮,在叶轮密封环处的百分表指示的跳动值应小于0.04mm,否则应重新修整。
对首级叶轮的叶片,因其易于受汽蚀损坏,若有轻微的汽蚀小孔洞,可进行补焊修复或采用环氧树脂粘结剂修补。
测量叶轮内孔与轴颈配合处的间隙,若因长期使用或多次拆装的磨损而造成此间隙值过大,为避免影响转子的同心度甚至由此而引起转子振动,可采取在叶轮内孔局部点焊后再车修或镀铬后再磨削的方法予以修复。
叶轮在采取上述方法检修后仍然达不到质量要求时,则需更换新叶轮。
(2)叶轮的更换
对新换的叶轮应进行下列工作,检查合格后方可使用:
1)叶轮的主要几何尺寸,如叶轮密
封环直径对轴孔的跳动值、端面对轴孔的跳动、两端面的平行度、键槽中心线对轴线的偏移量、外径D2 、出口宽度b2 、总厚度等的数值与图纸尺寸相符合。
2) 叶轮流道清理干净。
3) 叶轮在精加工后,每个新叶轮都经过静平衡试验合格。对新叶轮的加工主要是为保证叶轮密封环外圆与内孔的同心度、轮毂两端面的垂直度及平行度,如图所示。
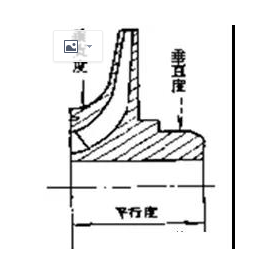
叶轮平行度和垂直度的检查
3、 转子的试装
(1)试装的目的及应具备的条件
转子试装主要是为了提高水泵最后的组装质量。通过这个过程,可以消除转子的紧态晃度,可以调整好叶轮间的轴向距离,从而保证各级叶轮和导叶的流道中心同时对正,可以确定调整套的尺寸。在试装前,应对各部件进行全部尺寸的测量,消除明显的超差。
各部件径向跳动的测量方法可参考前面的内容,对各部件端面晃度的检查方法为:叶轮仍是采用专门的心轴插入叶轮内孔,心轴固定在平台上,轻轻转动叶轮,百分表的指示数值即为端面的跳动。此跳动值不得超过0.015mm,否则应进行车修,如图所示。
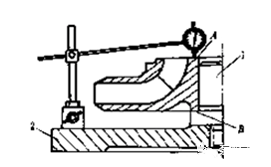
检查套装零件的垂直度和平行度而轴套等部件端面跳动的检查可在一块平板上用百分表出,此跳动值不得大于0.015mm。总之,在检查转子各部件的端面已清理,叶轮内孔与轴颈的间隙适当,轴弯曲不大于0.03~0.04mm,各套装部件的同心度偏差小于0.02mm且端面跳动小于0.015mm时,即可在专用的、能使转子转动的支架上开始试装工作。
(2)转子试装的步骤
转子试装可以按以下步骤进行:
1) 将所有的键都按号装好,以防因键的位置不对而发生轴套与键顶住的现象。
2) 将所有的密封圈等按位置装好,把锁紧螺母紧好并记下出口侧锁紧螺母至轴端的距离,以便水泵正式组装时作为确定套装部件紧度的依据。
3) 在紧固轴套的锁紧螺母时,应始终保持泵轴在同一方位(如保持轴的键槽一直向上),而且在每次测量转子晃度完成后应松螺母,待下次再测时重新拧紧。每次紧固锁紧螺母时的力量以套装部件之间无间隙、不松动为准,不可过大。
4) 各套装部件装在轴上时,应根据各自的晃度值大小和方位合理排序,防止晃度在某一个方位的积累。测量转子晃度时,应使转子不能来回窜动且在轴向上不受太大的力。最后,检查组装好的转子各部位的晃度不应超出下列数值:
叶轮处 0.12mm 挡套处0.10mm
调整套处 0.08mm 轴套处0.05mm
平衡盘工作面轴向晃度 0.06mm
5) 装好转子各套装部件并紧好锁紧螺母后,再用百分表测量各部件的径向跳动是否合格。若超出标准,则应再次检查所有套装部件的端面跳动值,直至符合要求。
6) 检查各级叶轮出水口中心距离是否相符,并测量末级叶轮至平衡盘端面之间的距离以确定好调整套的尺寸。在试装结果符合质量要求并做好记录后,即可将各套装部件解体,以待正式组装。